

MRP(職場改善)活動「改善シート」
改善シート No.416
改善前
- 担当 :
- 坂内
- 場所 :
- 製造1課
- 日付 :
- 2012-07-02

問題点
改善の更なる改善
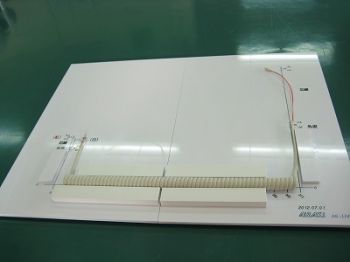
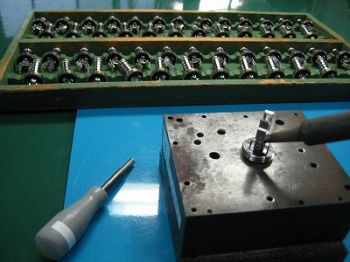
L型ジャック組込み治具の改善により、一度に10個組込みが出来、L/T短縮に繋がったが、組込み後 取り置きする為、本カシメ作業で無駄な動作が生じる。
改善後
- 日付 :
- 2012-07-03

改善方法
組込み後に治具ごとカシメ作業を行えるよう、新治具を10等分に切断する。
改善後の変化
組込み後、治具ごとカシメ作業を行えるようになった事で、無駄な取り置き動作が無くなり100個の生産で→約30分のL/T短縮に繋がりました。
改善シート No.415
改善前
- 担当 :
- 山本
- 場所 :
- 製造1課
- 日付 :
- 2012-06-26

問題点
BSカールコードの検査時、「耐圧・導通・プラグ外観」の3工程を結合したことにより工程表示カードが複数あり出し入れの手間が掛かる。又複数カードが重なりわかりずらい。
改善後
- 日付 :
- 2012-06-27

改善方法
各工程カードを一つのカードにまとめた。
改善後の変化
検査時、出し入れの手間が減り工程状態もわかりやすくなった。
改善シート No.414
改善前
- 担当 :
- 小林課長 坂内
- 場所 :
- 製造1課
- 日付 :
- 2012-06-25

問題点
中国工場では、ダンボールに寸法を書いたもので、カールコードの寸法検査を行っている為、作業者によるバラツキ、また使用していくにつれダンボールも傷み、テープも剥がれる事で寸法通りの製品(良品)を納品してもらう事が懸念される。
改善後
- 日付 :
- 2012-06-26
改善方法
エンビを使用して、専用の検査治具を作成して頂きました。(小林課長作)
改善後の変化
作成した治具を中国の作業者が使用して頂く事で作業標準化され、バラつきなく、常に同じ製品(良品)が、今後は期待できるかと思われます。
寸法のバラつきにより 第2成型時の作業性も非常に悪かったのですが、これも解消される事で、作業性の向上、L/T短縮にも繋がると思われます。
改善シート No.413
改善前
- 担当 :
- 坂内
- 場所 :
- 製造1課
- 日付 :
- 2012-06-19

問題点
N-U-42プラグの更なるL/T短縮はできないか?
バッチ生産(取り置き生産)により製品の停滞が生じている。
改善後
- 日付 :
- 2012-06-20
改善方法
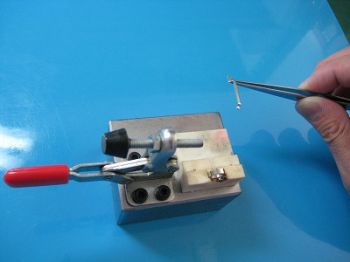
支持金具を1個取り付けた直後に、半田付けを行う(…ながら作業する)
改善後の変化
ケースに一度置く、置いた物をまた取って作業するムダが無くなり、取り置き生産から、〜しながら作業にした事で200個生産時、1hのL/T短縮に繋がりました。
改善シート No.412
改善前
- 担当 :
- 坂内
- 場所 :
- 製造1課
- 日付 :
- 2012-06-19
問題点
N-U-42プラグの更なるL/Tの短縮はできないか?
リングと端子を半田付けする際に、ピンセットを使用して治具にセットしている為、作業性が非常に悪い。
改善後
- 日付 :
- 2012-06-20

改善方法
ピンセットの使用をやめ、組み立て時に使用している手袋を着用してセットする。
改善後の変化
ピンセットを使用しなくても充分にセット出来る事が分かり、作業性の向上、L/T(200個生産時、2.5hの)短縮にも繋がった。



チタンを使用した純国産の高級箸です。
結婚祝い、還暦などのプレゼントに。
株式会社 Aizaki
〒382-0098 長野県須坂市墨坂南1丁目16番25号
TEL.026-245-5881 FAX.026-246-1371