

MRP(職場改善)活動「改善シート」
改善シート No.421
改善前
- 担当 :
- 社長・山田ひかる
- 場所 :
- 受入
- 日付 :
- 2012-07-10

問題点
梱包時に使う道具がすべて引き出しに入っているため、2人で梱包するときに道具が取り出せなくなり作業の効率が悪くなる。また、奥の物も取り出し辛くとても不便。
改善後
- 日付 :
- 2012-07-10

改善方法
梱包机の横に網をつけ、ペットボトルなどをつかってそこに梱包道具を置けるようにしました。最後にテプラで表示をしました。
改善後の変化
誰もが分かりやすく、使いたいときにすぐ使えるようになりました。探すムダが減りました。年間で約2時間の短縮になりました。
改善シート No.420
改善前
- 担当 :
- 小林 充
- 場所 :
- M/C8号機
- 日付 :
- 2012-07-09

問題点
作業台が使いづらい。鋳物等を大量に加工する際、作業台そのものが邪魔になってしまう。キャスターも付いていない為、移動もままならない。
改善後
- 日付 :
- 2012-07-09

改善方法
新規に作り直してみました。
改善後の変化
あえて作業台は付けずに製作してみました。鋳物等大量に生産する場合は扱いやすいのですが、やはり作業台はあった方が良いと判断します。
今後はパレットを抱きかかえる事が出来る作業台を考えなければいけません。
改善シート No.419
改善前
- 担当 :
- 坂内
- 場所 :
- 製造1課
- 日付 :
- 2012-07-05

問題点
BS-068付カールコード第1成形完了後の工程、『バリ取り・寸法検査』の更なるL/T短縮はできないか?
改善後
- 日付 :
- 2012-07-06

改善方法
第1成形時、成形機稼働中に全数寸法検査を行う。
改善後の変化
成形機稼働中に検査を実施してしまう事で、2500本生産/月→約4.5hのL/T
短縮に繋がりました。
改善シート No.418
改善前
- 担当 :
- 山本
- 場所 :
- 製造1課
- 日付 :
- 2012-07-05

問題点
並列カールコード検査時、被覆コード外観と導通検査を別々に検査する為箱からの出し入れ、移動等の無駄な時間が生じる。
改善後
- 日付 :
- 2012-07-06
改善方法
被覆コード外観と導通検査を結合。
改善後の変化
2工程を結合することにより箱からの出し入れ、移動等の時間が省け又、リードタイム短縮にも繋がった。
改善シート No.417
改善前
- 担当 :
- 小林朋幸
- 場所 :
- 品質管理
- 日付 :
- 2012-07-03

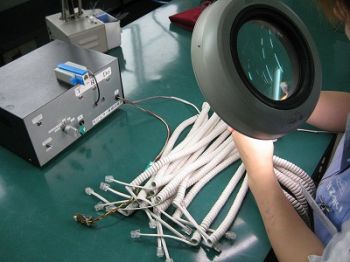
問題点
蛍光灯の下で検査をしている為、大きい製品等、
暗い場所で検査する時がありました。
キズ・ダコンの不良は蛍光灯だと見ずらく見落しがありました。
改善後
- 日付 :
- 2012-07-03

改善方法
コードレスのLEDライトを購入しました。
製品に光を当てて検査をする。
改善後の変化
小さなキズを発見する事が出来るようになりました。
コードレスなので暗い場所でも検査が出来るようになり、
当て方によっては、今まで見えなかった物が見えるようになりました。
不良の低減に繋がります。



チタンを使用した純国産の高級箸です。
結婚祝い、還暦などのプレゼントに。
株式会社 Aizaki
〒382-0098 長野県須坂市墨坂南1丁目16番25号
TEL.026-245-5881 FAX.026-246-1371