

MRP(職場改善)活動「改善シート」
改善シート No.299
改善前
- 担当 :
- 水谷
- 場所 :
- M/C9号機
- 日付 :
- 2012-03-08

問題点
機械状況表示板を作業台の上に置いてある為、作業スペースが狭い。
改善後
- 日付 :
- 2012-03-08

改善方法
松峰君の改善をTTPして、作業台の前で表示出来る様にした。
改善後の変化
作業台が広くなり、作業がし易くなりました。また、置き場が定位置になりました。
改善シート No.298
改善前
- 担当 :
- 小林 充
- 場所 :
- 製造2課 図面受入れ棚
- 日付 :
- 2012-03-07

問題点
図面受入れ棚の担当者ポストの表記が簡易的で美しくない
改善後
- 日付 :
- 2012-03-07

改善方法
テプラで表記する。
図面置き場の名前、スケジューリング後のおおまかな図面の流れ、担当者の名前を貼りつけました。
改善後の変化
誰が見ても美しい仕上がりになりました。
改善シート No.297
改善前
- 担当 :
- 水谷
- 場所 :
- M/C9号機
- 日付 :
- 2012-03-07

問題点
受注数の多い製品の加工時間を短くしたい。
改善後
- 日付 :
- 2012-03-07

改善方法
工具交換に時間が掛かるので、2個同時に加工する様にして、且つ最少の交換回数にする。
また、加工条件の見直しをする。
改善後の変化
二個での加工でも一個の時と同じ工具交換の回数になったので、時間短縮になりました。
また、加工条件の見直しもしたので、一個当たり45秒の短縮になり、今回の受注数では、18.75時間の短縮になりました。
改善シート No.296
改善前
- 担当 :
- 水谷
- 場所 :
- M/C9号機
- 日付 :
- 2012-03-07
問題点
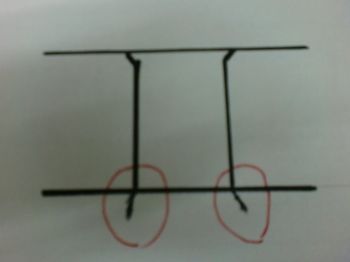
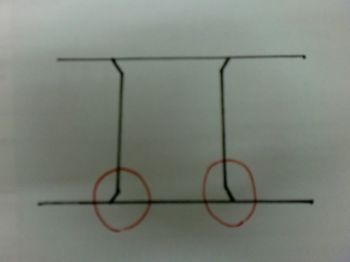
受注数の多い製品の加工で、今までマシニングセンターで加工した穴の裏側のバリを人の手で取っていました。(絵の赤い○の中です。)
その為、穴さらいや運ぶムダが発生していました。
改善後
- 日付 :
- 2012-03-07
改善方法
加工する工具を一本追加して、裏側のバリも同時加工で取る様にする。
改善後の変化
機械で取る様にしたので、穴さらいや運ぶムダが無くなりました。
人の手での作業に比べて、一個当たり10秒の短縮になり、今回の受注数では、4.16時間の短縮になりました。
改善シート No.295
改善前
- 担当 :
- 小林朋幸
- 場所 :
- 製造部
- 日付 :
- 2012-03-07
問題点
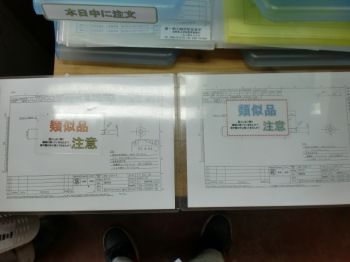
類似品があっても注意を促す事が出来ていませんでした。
改善後
- 日付 :
- 2012-03-07
改善方法
「類似品 注意」のカードを作成しました。
改善後の変化
作業者はカードを見る事で、類似品である事が解り注意出来ると思います。



チタンを使用した純国産の高級箸です。
結婚祝い、還暦などのプレゼントに。
株式会社 Aizaki
〒382-0098 長野県須坂市墨坂南1丁目16番25号
TEL.026-245-5881 FAX.026-246-1371